LVDT Use in a Bottle Inspection Machine
LVDT’s present a great opportunity to upgrade nearly any system already equipped with a finite position feedback device. When replacing an existing sensor such as a proximity switch, an LVDT can enhance the overall performance by providing continuous measurement feedback with infinite resolution. In addition, an entire series of proximity switches can be substituted with one LVDT, making this a cost effective change for the better.
Retrofitting the LVDT as a replacement sensor is often easy to do, usually requiring simple re-fixturing and installation. Electronic compatibility is based on the type of replacement. To replace DC sensors or switches, our Series 240 DC-DC LVDT’s or an AC-AC LVDT with a separate Oscillator/Demodulator can be used. For more complex signal conditioning requirements, additional components may be required. Successful replacements often require some degree of compatibility between output signals, avoiding the development of a new controls circuit.
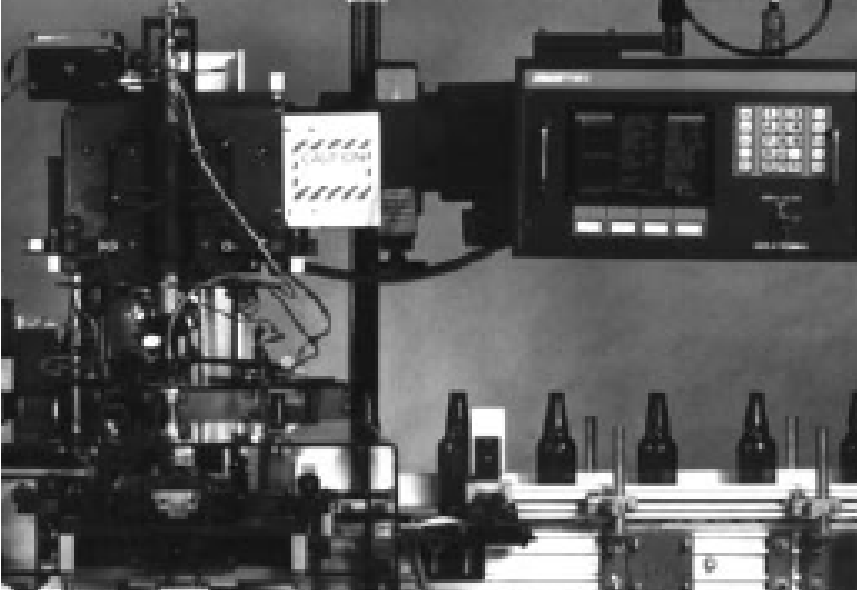
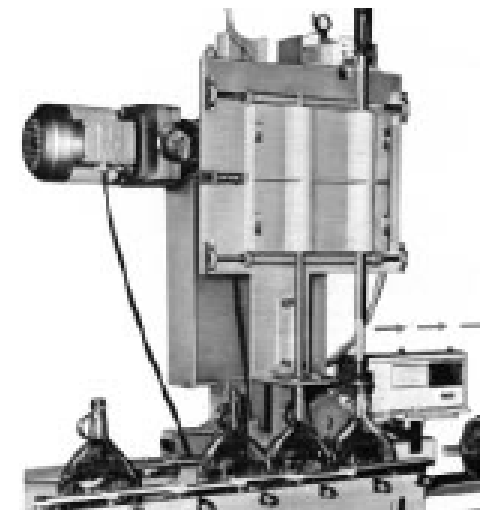
One customer is currently in the process of replacing a group of non-contact proximity switches with a single LVDT in their main product line of bottle inspection machines. This system is specifically designed to perform deep penetration gaging required by tall neck, large diameter bottles such as one gallon and 2-liter wines. Large diameters up to 7 1/2” are easily inspected, while penetration up to 5 1/2” is also available. A computerized console is mounted at conveyer level for ease of use, and a guide rail is installed to prevent good units from dropping down open chutes during line jams. Operating speeds range from 20 to 108 bottles per minute.
All inspection functions are computer controlled through proprietary inspection procedures. Bottle height is sensed by measuring the position of a vertical rod coming in contact with the mouth of the bottle. The rod’s motion is monitored by the non-contact proximity switches. Located in the vicinity of the rod, only the points where switches are placed will position be recorded. But with an LVDT connected in series with the rod, feedback is continuous – providing a virtually infinite amount of detectable points. Moreover, the LVDT is characterized by higher accuracy and much longer displacement ranges. Other inspection functions such as finish and body geometry are conducted simultaneously.
LVDT’s also offer absolute measurement capabilities. In other words, if the physical position of the rod is held during shut down, the signal from the LVDT at power up will be the same. This feature – together with its ability to provide accurate linear feedback – makes this transducer an excellent design choice wherever a component travels linearly and requires careful monitoring.
There are many ways to accomplish linear position control: the technologies available are numerous. In the example above, switching to an LVDT has taken an already exceptional inspection machine and given it unparalleled accuracy and reliability. And in terms of searching for replacement business, the possibilities are endless.